1. 常见结构的尺寸标注方法
涵盖了多种常见结构的尺寸注法,如盲孔、螺纹孔、沉孔以及锪平孔的尺寸标注,同时还包括倒角尺寸的注法。接下来,我们将详细解析这些结构的尺寸标注方法。
❖ 螺纹孔的尺寸标注
在机械零件图中,螺纹孔的尺寸标注至关重要。它涉及到孔径、螺纹类型、螺距以及深度等多个方面的信息。通过合理的尺寸标注,能够确保制造过程中螺纹孔的准确性和一致性。接下来,我们将深入探讨螺纹孔尺寸标注的具体方法和要点。
❖ 沉孔的标注
在机械零件图中,沉孔的标注同样不可或缺。沉孔是指为安装螺栓或其他紧固件而预先加工的孔,其深度和直径等尺寸信息对于确保紧固件的顺利安装至关重要。正确的沉孔标注能够指导制造过程,确保零件的装配质量。接下来,我们将一起了解沉孔标注的方法和要点。

❖ 锪平孔的标注
在机械零件图中,锪平孔的标注同样重要。锪平孔,也被称为沉孔,是为安装螺栓或其他紧固件而预先加工的孔。其深度和直径等尺寸信息对紧固件的安装质量有着直接影响。正确的锪平孔标注能够为制造过程提供明确指导,从而确保零件的装配质量。接下来,我们将深入探讨锪平孔标注的方法和关键要点。
❖ 倒角
在机械零件图中,倒角是一个不可或缺的标注内容。倒角,通常指在零件边缘或角落处进行的斜切加工,其目的是去除毛刺、改善外观或增强零件的机械性能。正确的倒角标注对于确保零件的加工精度和装配质量至关重要。接下来,我们将一起了解倒角标注的方法和注意事项。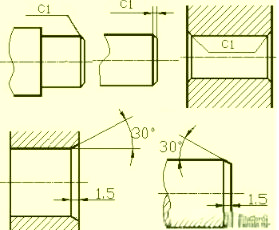
2. 零件上的机械加工结构
❖ 退刀槽与砂轮越程槽
在零件的切削加工过程中,为了确保刀具能够顺畅退出并保证装配时各零件的紧密接触,通常需要在被加工表面的台阶处预先开设退刀槽或砂轮越程槽。对于车削外圆的情况,退刀槽的尺寸一般采用“槽宽×直径”或“槽宽×槽深”的方式进行标注。此外,在磨削外圆或同时磨削外圆和端面时,也会使用到砂轮越程槽。
❖ 钻孔结构
使用钻头所钻出的盲孔,其底部呈现一个120°的锥角。钻孔的深度特指圆柱部分的深度,并不涵盖锥坑部分。在阶梯形钻孔的转换区域,同样存在一个120°的圆台锥角,其绘制方法和尺寸标注也是需要关注的要点。
用钻头进行钻孔时,必须确保钻头的轴线尽可能垂直于被钻孔的端面,这样才能确保钻孔的精确度并防止钻头折断。同时,了解并掌握三种不同钻孔端面的正确结构也是至关重要的。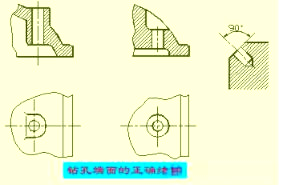
❖ 凸台与凹坑的设计
在零件加工过程中,为了减小加工难度并确保零件表面之间能良好接触,设计师们通常会在铸件上巧妙地设计出凸台和凹坑。这些设计不仅优化了螺栓连接的支撑面结构,还有效地减少了不必要的加工面积。
3. 常见零件结构
❖ 轴套类零件
轴套类零件,如轴和衬套,是机械加工中的常见类型。在绘图时,只需一个基本视图,辅以适当的断面图和尺寸标注,便能清晰展现其关键形状特征和局部结构。为了便于加工过程中的视图阅读,通常将轴线水平放置进行投影,并优选轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,其轴线常被选作径向尺寸的基准。例如,图中的Ф14和Ф11(参见A-A断面)就是基于此基准进行标注的。这样的标注方式不仅符合设计要求,还能与加工工艺基准(如轴类零件在车床上的加工,两端通过顶针顶住轴的中心孔)保持一致。同时,长度方向的尺寸基准则常选取重要的端面、接触面(如轴肩)或加工面等。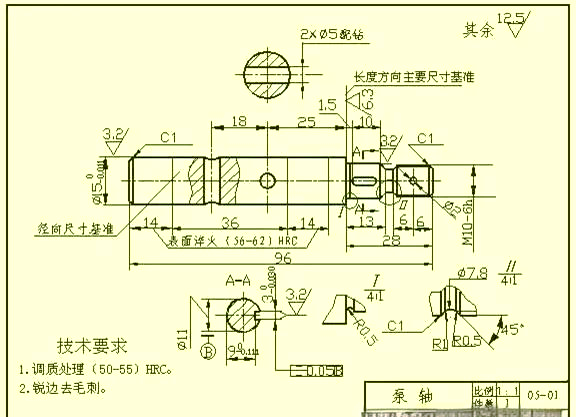
如图中所示,右轴肩这一表面粗糙度为Ra6.3的关键部位,被选为长度方向的主要尺寸基准。基于此,我们注出了13、28、1.5和26.5等关键尺寸。同时,右轴端被选为长度方向的辅助基准,从而使得轴的总长96得以准确标注。
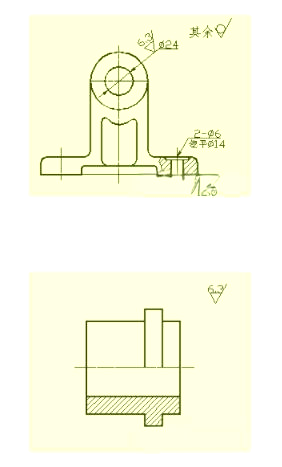
接下来,我们转向盘盖类零件。这类零件,如端盖、阀盖和齿轮等,其基本形状为扁平的盘状,并常带有回转体结构以及各种凸缘、圆孔和肋等局部特征。在绘图时,我们通常选择能够展现对称面或回转轴线的剖视图作为主视图,并辅以其他视图(如左视图、右视图或俯视图)来全面表达零件的外形和均布结构。例如,图中就增加了一个左视图,清晰地展示了带圆角的方形凸缘以及四个均布的通孔。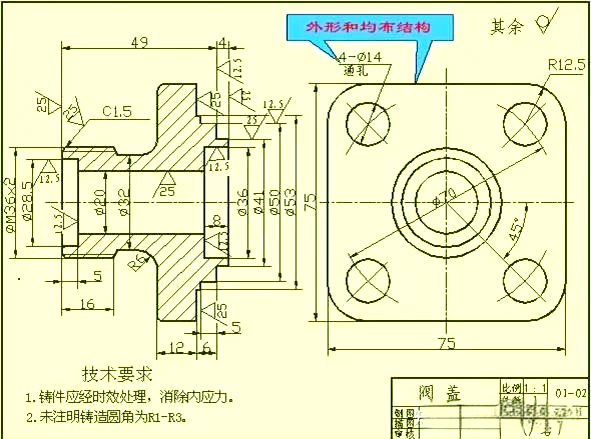
在标注盘盖类零件的尺寸时,我们通常以轴孔轴线为径向尺寸基准,同时选择重要的端面作为长度方向的主要尺寸基准。
接下来,我们转向叉架类零件的标注。这类零件包括拨叉、连杆、支座等,其加工位置多变,因此在选择主视图时,会主要考虑其工作位置和形状特征。此外,为了全面表达零件的局部结构,通常需要两个或两个以上的基本视图,并结合适当的局部视图、断面图等表达方法。例如,在踏脚座零件图中,所示的视图选择方案既精练又清晰,能够有效地表达轴承和肋的宽度。而对于T字形肋,采用剖面图则更为合适。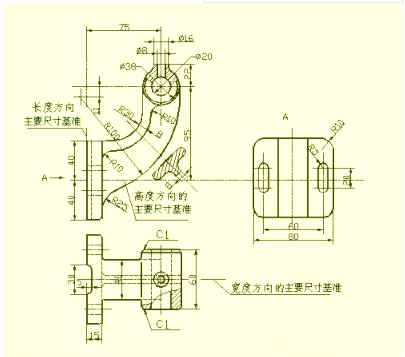
在标注叉架类零件的尺寸时,我们常常选取安装基面或零件的对称面作为尺寸基准,以确保标注的准确性和一致性。具体的尺寸标注方法可以参考相关图示进行操作。
接下来,我们转向箱体类零件的标注。这类零件,如阀体、泵体和减速器箱体等,其形状和结构往往比前述三类零件更为复杂,且加工位置多变。在标注时,我们需综合考虑工作位置、形状特征以及零件的内外结构。为了更清晰地表达这些复杂结构,我们可能会采用多种辅助视图,如剖视、断面、局部视图和斜视图等,以确保尺寸标注的准确无误。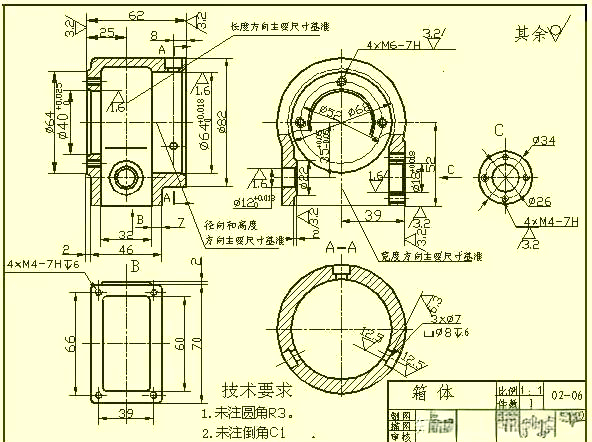
在尺寸标注时,我们通常会选取轴线、关键安装面、接触面或加工面,以及箱体某些主要结构的对称面(如宽度和长度)等作为基准。对于箱体上需要切削加工的部分,应遵循便于加工和检验的原则来进行尺寸标注。
4. 表面粗糙度
❖ 概念
零件表面的微观几何形状特性,由较小间距的峰谷所组成,被称为表面粗糙度。在加工过程中,刀具在零件表面留下的刀痕以及切削分裂时产生的金属塑性变形,共同构成了这一特性。
表面粗糙度不仅是一项评估零件表面质量的技术指标,还对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性以及外观等方面产生深远影响。
❖ 代号、符号与标注
GB/T 131-1993标准详细规定了表面粗糙度的代号及其标注方法。在图样中,零件表面粗糙度的符号按照下表所示进行表示。
❖ 主要评定参数
评定零件表面粗糙度的主要参数包括:
轮廓算术平均偏差(Ra)
在给定的取样长度内,零件表面轮廓偏距绝对值的算术平均值被定义为轮廓算术平均偏差(Ra)。其数值大小以及取样长度l的具体规定,可参见相关表格。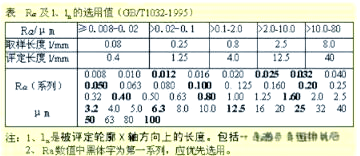
2) 轮廓最大高度(Rz)
轮廓最大高度是指在给定的取样长度内,轮廓峰顶线与轮廓峰底线之间的最大距离。这一参数提供了关于零件表面轮廓起伏的重要信息。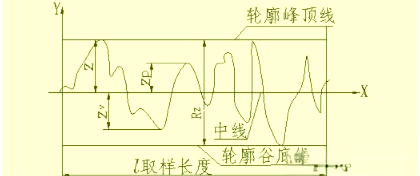
接下来,我们将探讨表面粗糙度的标注要求。
表面粗糙度代号标注示例
在标注表面粗糙度时,高度参数如Ra、Rz、Ry通常以数值形式呈现。若采用数值标注方式,除非特别指明,否则参数代号Ra可省略。然而,对于Rz和Ry这两个参数,必须在参数值之前明确标注出相应的参数代号。具体的标注示例可见下表。
5) 表面粗糙度的标注方法
在图样上标注表面粗糙度时,需要遵循一定的规则。首先,要正确使用数字及符号,确保标注的清晰和准确。此外,还需要掌握表面粗糙度符号的标注方法,以确保图样的完整性和可读性。具体的标注步骤和要求,可以参考相关的图样标注规范。
表面粗糙度代号通常应标注在可见的轮廓线、尺寸界线,或是它们的延长线上,同时要确保符号的尖端指向材料外部的表面。
在表面粗糙度代号中,数字和符号的方向必须严格依照相关规定进行标注。
表面粗糙度的标注示例
在相同的图样中,每个表面通常只标注一次代号,且应尽可能靠近相关的尺寸线。若空间有限或标注不便,可进行引出标注。若零件的所有表面均要求相同的表面粗糙度,则可在图样的右上角统一标注;若零件的大部分表面有共同要求,则可选用使用最频繁的代号,同时标注在图样的右上角,并添加“其余”字样。所有统一标注的表面粗糙度代号及说明文字,其高度均应为图样标注高度的1.4倍。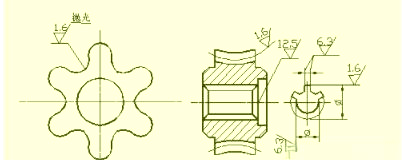
在零件图样中,对于连续的表面、重复的要素(例如孔、齿、槽等)以及通过细实线连接的不连续同一表面,其表面粗糙度代号只需标注一次。
当同一表面上存在不同的表面粗糙度需求时,必须使用细实线清晰地勾勒出这些不同区域的分界线,并确保在相应位置准确标注出各自的表面粗糙度代号及其尺寸。
当齿轮、螺纹等的工作表面在图中未画出齿(牙)形时,其表面粗糙度代(符)号的注法可参照图中所示。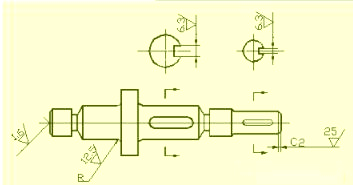
中心孔的工作表面、键槽的工作表面,以及倒角和圆角的表面,其粗糙度代号的标注可以简化处理。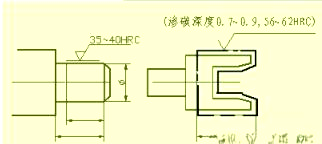
在需要对零件的特定区域进行局部热处理或局部镀(涂)覆时,应使用粗点画线清晰地勾勒出这些区域的边界,并详细标注出相应的尺寸。此外,相关的处理要求也可以直接写在表面粗糙度符号长边横线上,以便于理解和执行。
6. 标准公差与基本偏差的概念
为了便于生产、确保零件的互换性并满足多样化的使用需求,国家标准《极限与配合》明确规定了公差带的构成,它包括标准公差和基本偏差两个核心要素。标准公差的作用是界定公差带的大小,而基本偏差则负责确定公差带在零件尺寸上的具体位置。
1)标准公差(IT)
标准公差的数值是根据基本尺寸和所选的公差等级来确定的。公差等级是衡量尺寸精确度的重要标志,它分为20个等级,从IT01到IT18,尺寸精确度逐级递减。具体的标准公差数值可查阅相关标准。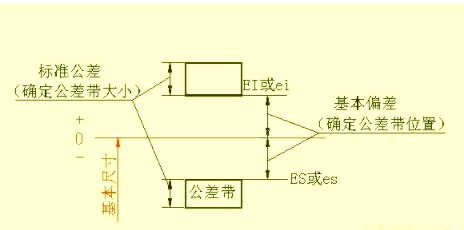
2)基本偏差
基本偏差是在标准的极限与配合中,用于确定公差带相对于零线位置的上偏差或下偏差,通常指靠近零线的那个偏差。若公差带位于零线的上方,则基本偏差被视为下偏差;若位于零线下方,则视为上偏差。基本偏差共有28种,其代号采用拉丁字母表示,其中大写字母用于表示孔,小写字母用于表示轴。
通过观察基本偏差系列图,我们可以发现:孔的基本偏差A至H以及轴的基本偏差k至zc代表下偏差;而孔的基本偏差K至ZC和轴的基本偏差a至h则代表上偏差。值得注意的是,JS和js的公差带是对称地分布在零线两侧的,且孔和轴的上、下偏差均分别为+IT/2和-IT/2。需强调的是,基本偏差系列图仅展示了公差带的位置,并未标明公差的大小。因此,公差带的一端是开放的,其另一端的界限则由标准公差来界定。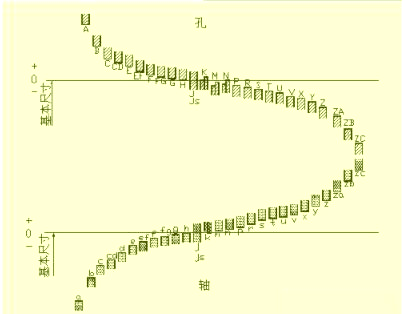
基本偏差与标准公差,依据尺寸公差的定义,遵循以下计算式:
ES = EI + IT 或 EI = ES - IT
ei = es - IT 或 es = ei + IT
孔与轴的公差带代号,由基本偏差代号与公差带等级代号共同构成。
7. 配合
配合是指具有相同基本尺寸的孔和轴公差带之间的关联。根据实际使用需求,孔与轴的配合程度有所差异,可能松紧不一。因此,国家标准制定了不同的配合类别。
1)间隙配合
当孔与轴进行装配时,若两者之间存在间隙,这种配合即为间隙配合。这里的间隙,即便是最小的间隙为零,也属于这一范畴。在间隙配合中,孔的公差带总是位于轴的公差带之上。
2)过渡配合
在孔与轴的装配过程中,可能存在间隙或过盈的配合情况。这种情况下,孔与轴的公差带会相互交叠。
3)过盈配合
在孔与轴的装配过程中,当存在过盈(即使最小过盈为零)时,这种配合被称为过盈配合。在过盈配合中,孔的公差带位于轴的公差带之下。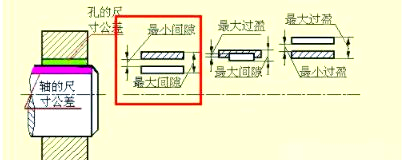
❖ 基准制
在制造配合零件的过程中,选定一种零件作为基准件,其基本偏差保持不变,通过调整另一种非基准件的基本偏差来构建出不同性质的配合制度,这种制度被称为基准制。为了满足生产实际需求,国家标准已明确规定了两种基准制。
1)基孔制
基孔制,是一种以特定孔的公差带为基础,与不同基本偏差的轴的公差带配合,从而形成多样化配合的制度。在基孔制中,该特定孔被称为基准孔,其基本偏差代号为H,且其下偏差被设定为零。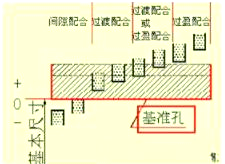
2)基轴制
基轴制,是一种以特定轴的公差带为基础,与不同基本偏差的孔的公差带配合,进而形成多样化配合的制度。在该制度下,该特定轴被称为基准轴,其基本偏差代号为h,且其上偏差被设定为零。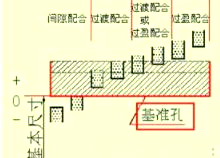
❖ 配合代号
配合代号是由孔和轴的公差带代号组合而成,采用分数形式表示,其中分子代表孔的公差带代号,分母则代表轴的公差带代号。若分子中包含H,则表示该配合属于基孔制;若分母中包含h,则表示该配合属于基轴制。
例如1:配合符号φ25H7/g6意味着该配合的基本尺寸为φ25,且属于基孔制间隙配合。其中,基准孔的公差带为H7(即基本偏差为H,公差等级为7级),而轴的公差带为g6(基本偏差为g,公差等级为6级)。
例如2:配合符号φ25N7/h6则表示该配合的基本尺寸同样为φ25,但属于基轴制过渡配合。在此,基准轴的公差带为h6(基本偏差为h,公差等级为6级),而孔的公差带为N7(基本偏差为N,公差等级为7级)。
❖ 公差与配合在图样上的标注
1)在装配图中,公差与配合的标注通常采用组合式注法,以便清晰地展示各部件之间的配合关系。
2)而在零件图中,公差与配合的标注则存在三种常见的形式。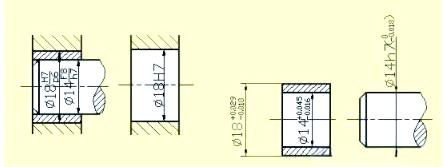
8. 形位公差
在零件加工过程中,除了尺寸误差外,还会产生几何形状及相互位置的误差。例如,圆柱体在尺寸合格的情况下,仍可能出现一端大、一端小或中间细、两端粗等形状问题,以及截面不圆等误差。同样,阶梯轴加工后可能出现各轴段不同轴线的情况,这都属于位置方面的误差。因此,形状公差被定义为实际形状与理想形状之间的允许变动量,而位置公差则是实际位置与理想位置之间的允许变动量。这两者合称为形位公差。
形位公差符号
在零件加工中,形位公差是一个重要的概念。为了更清晰地表达和理解这些公差,国际上通用的形位公差符号应运而生。这些符号不仅简化了公差的描述,还为工程师和质检人员提供了直观的工具,帮助他们更准确地评估零件的质量。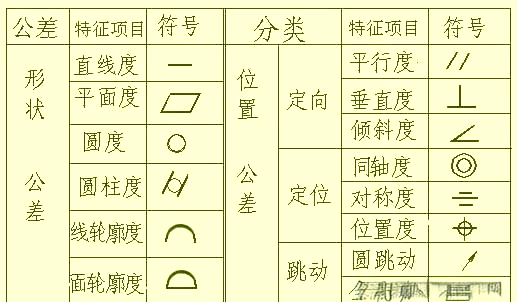
❖ 形状和位置公差的代号
国家标准GB/T 1182-1996明确规定了形状和位置公差的代号标注方式。在实际生产过程中,若无法直接使用代号来标注形位公差,则允许在技术要求中通过文字来进行详细说明。
这些形位公差代号涵盖了多个组成部分,包括各项目的特定符号、用于标注的框格及其指引线、具体的公差数值、其他相关符号,以及用于确定基准的代号等。同时,框格内的字体高度h需与图样中的尺寸数字保持一致。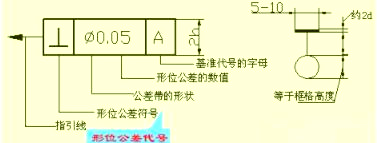
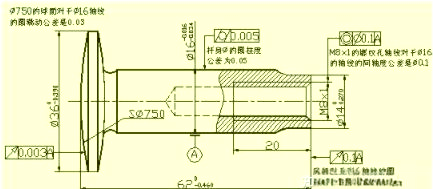
❖ 形位公差标注示例
在图样中,对于气门阀杆所标注的形位公差,附近的文字仅为解释说明之用,实际制图时无需重复标注。